
飛秒激光與皮秒激光的區別
自20世紀60年代后期激光鎖模技術的發明以來,激光器已能夠產生皮秒(10^-12秒)和飛秒(10^-15秒)級別的脈沖輸出,從而開啟了超短脈沖激光的時代。雖然皮秒激光和飛秒激光有很多相似之處,但也有很多不同之處。
1.增益介質的要求
根據傅里葉變換的原理,一個1皮秒(ps)脈沖,中心波長為1064nm,其光譜寬度僅為1.5nm。這意味著皮秒激光器的光譜寬度非常窄,甚至很難使用常規光譜儀準確測量。相比之下,飛秒激光器的光譜寬度要大得多,例如100飛秒(fs)的1030nm激光脈沖,其光譜寬度可達到約15nm,超出了許多增益介質的支持范圍。支持30飛秒以下脈沖寬度的激光介質更為稀缺。
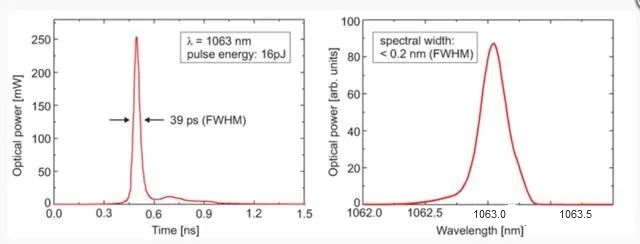
圖1 皮秒脈沖對應的時間和光譜寬度
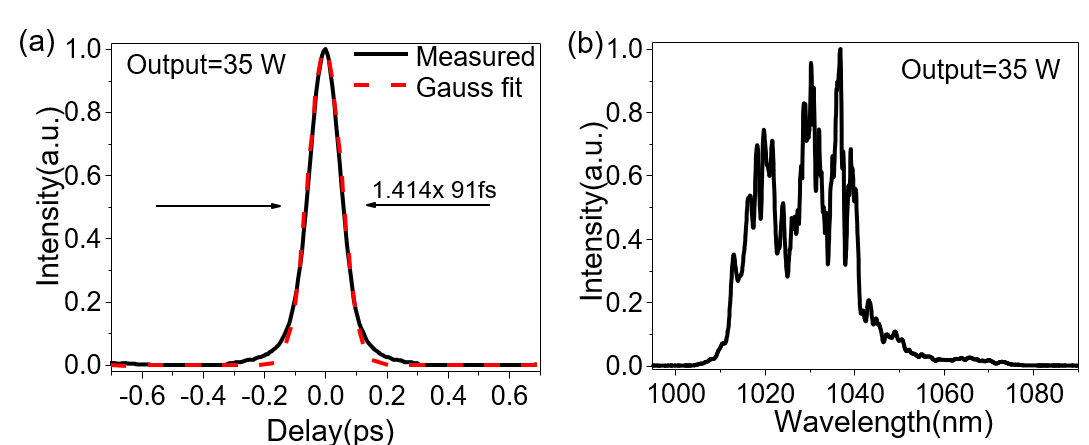
圖2 91fs脈沖對應的自相關曲線(a)和光譜(b)
2.激光鎖模和脈沖產生方式
飛秒激光幾乎只能通過激光鎖模技術來實現,而皮秒激光,特別是10皮秒量級的脈沖,可以通過增益開關技術從半導體激光器中直接獲得。因此,皮秒激光器的成本相對較低。飛秒脈沖由于極短的時間尺度,即使能量僅為微焦耳級別,其峰值功率也可達到數十兆瓦(MW)級別,這在傳輸過程中會產生強烈的非線性效應,可能會損壞光學元件或改變脈沖本身的特性。因此,飛秒激光器在獲得高平均功率和高脈沖能量時面臨更大的挑戰。為此,需要采用啁啾脈沖放大(CPA)技術來實現高能量飛秒脈沖,以下圖片介紹了CPA放大的典型結構。

圖3:啁啾脈沖放大(CPA)的典型結構
3.與物質相互作用的特點
根據漢諾威大學Chichkov等提出的雙溫模型,金屬中的電子與晶格的相互作用時間通常在皮秒級。因此,皮秒至飛秒級的激光脈沖可以實現金屬材料的“冷加工”,即在激光加工過程中,晶格溫度維持在較低水平,不會形成熔融區域。材料通過氣化直接從加工區脫離,形成干凈且精細的加工面。由于皮秒激光器能夠提供較高的脈沖能量,因此它們在金屬精密加工中被廣泛應用。
對于透明材料而言,超短脈沖激光與物質的相互作用主要受到多光子電離等非線性效應的支配。飛秒激光因其較高的峰值功率,更容易達到非線性效應的閾值,并且能適應更廣泛的材料吸收特性,不需要通過頻率轉換來獲得短波長的藍光或紫外光。因此,在透明材料的加工(如打標、鉆孔、切割)以及波導刻寫等應用中,飛秒激光更具優勢。此外,飛秒激光還可用于超分辨率加工,其極高的峰值功率和相對較低的平均功率,使其在與光子硬化透明材料相互作用時,通過多光子吸收實現納米級別的精細結構制造,而不至于因過多能量而損壞有機聚合物。
咨詢熱線(Tel): 0591-83855102
E-mail:uki@measopt.com
聯系人:翁女士(UKI)
地址:福建省福州市倉山區建新鎮西三環智能產業園A3棟