
激光沖擊強化+激光熔覆:飛機起落架修復的創新解決方案
在航空領域,飛機起落架的修復一直是一個關鍵問題。30CrMnSiNi2A高強鋼因其高強度、良好的塑性和韌性,被廣泛應用于飛機起落架等關鍵承載部件。然而,這種材料在使用過程中容易產生局部損傷和微裂紋。傳統的激光熔覆技術雖然能夠還原產品原始形貌,但會引入熱應力,導致材料力學性能下降。為了解決這一問題,激光沖擊強化(LSP)與激光熔覆(LC)的復合技術應運而生。
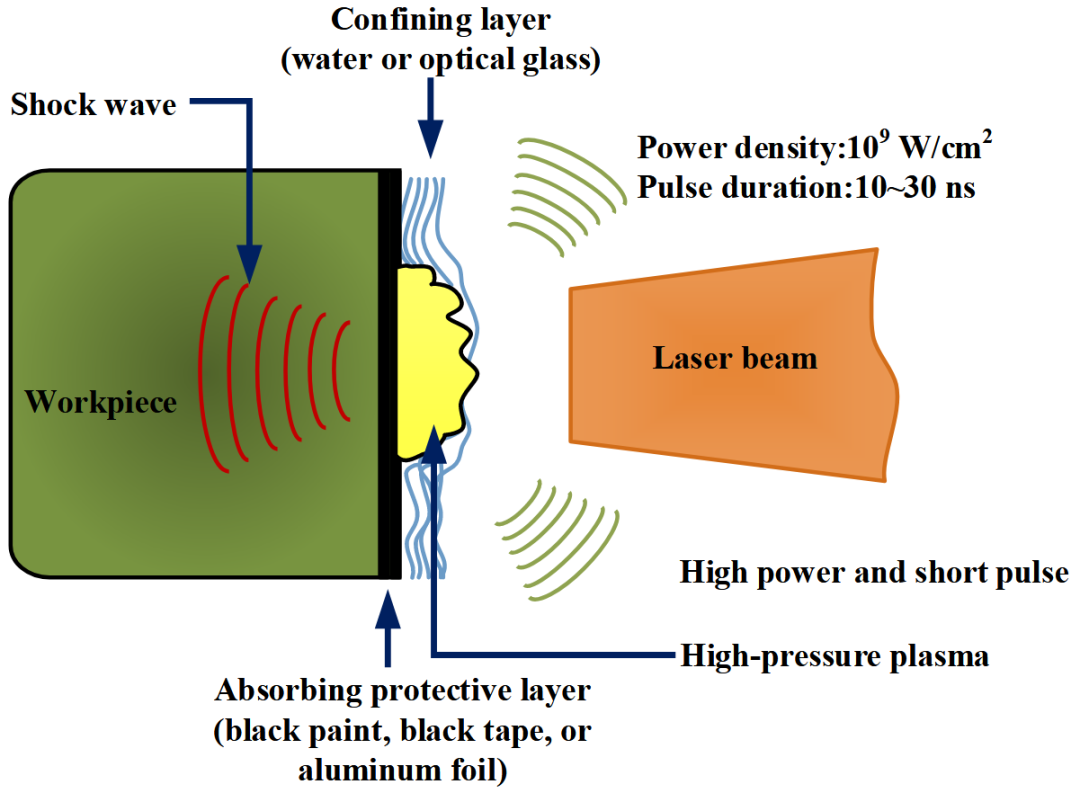
原理圖
一、技術原理與實驗設計
(一)技術原理
激光沖擊強化是一種表面強化技術,通過高能量激光束轟擊材料表面,產生巨大的沖擊壓力,使材料表面產生殘余壓應力并細化晶粒,從而提高材料的力學性能。激光熔覆則是一種修復技術,利用激光束將粉末材料熔化并沉積在待修復區域,恢復產品尺寸。
(二)實驗設計
本研究設計了兩種不同的強化工藝進行對比:
1.工藝1:先對基材待修復區域進行激光沖擊強化,然后進行激光熔覆,最后對表面再次進行激光沖擊強化,即LSP+LC+LSP。
2.工藝2:僅對激光熔覆后的表面進行激光沖擊強化,即LC+LSP。
二、關鍵實驗參數
(一)材料與工藝參數
基體與粉末均為30CrMnSiNi2A,化學成分明確。激光熔覆參數為功率0.8kW,掃描速度8mm/s,搭接率50%,Ar保護。激光沖擊強化參數分為凹槽LSP和表面LSP兩種,能量分別為2J和3J,光斑分別為2mm和2.2mm,功率密度分別為3.18GW/cm2和3.95GW/cm2。
三、核心創新:凹槽LSP+表面LSP
(一)凹槽LSP的作用
凹槽區域是熔覆層與基體的結合界面,傳統激光熔覆容易因熱應力在此處產生微裂紋。通過2J激光能量轟擊凹槽,誘導高密度位錯和細晶層,后續熔覆時熱應力被壓縮應力抵消,提高界面結合強度。同時,凹槽LSP能量較低,可避免高能沖擊導致基體翹曲,影響熔覆精度。
(二)表面LSP的作用
表面LSP后處理用3J能量轟擊熔覆層表面,有兩個目的:一是增大壓應力場深度,殘余壓應力層深度超過1mm,有效抑制裂紋萌生;二是使表面晶粒納米化,沖擊波將30-40μm的柱狀奧氏體壓成4-8μm的等軸晶,位錯密度顯著增大,硬度達到800HV?.?。
四、工藝復現步驟
(一)基體預處理
1.銑削出梯形凹槽,深度根據損傷尺寸確定。
2.用砂紙打磨至Ra<1.6μm,丙酮清洗去油。
3.進行凹槽LSP,確保激光光斑50%重疊掃描,能量2J/脈沖,避免局部過熱。
(二)激光熔覆粉末預處理
1.將粉末在100℃-110℃真空干燥約1小時,防止送粉堵塞。
2.控制層間溫度,每層熔覆后風冷至約150-200℃,防止熱積累導致奧氏體過度粗化。
(三)表面LSP參數測試
1.先用3J單脈沖沖擊熔覆層表面,檢測硬度梯度。
2.若1mm深度硬度未達標,則上調單脈沖能量。
3.通過金相觀察LSP的影響區是否連續,若有未覆蓋區域,則調整光斑重疊率。
五、工程應用思考
該復合工藝系統性解決了激光熔覆高強鋼的力學性能衰減問題,顯著提高了修復質量。然而,在應用中也需要注意以下幾點:
1.設備成本:需要兩套激光系統,熔覆用IPGYLS-2000,LSP用Nd:YAG,小廠可能難以承擔。
2.工藝適應性:熔覆層厚度不均會導致LSP穿透深度波動;復雜曲面的LSP覆蓋率和沖擊角度難控制。
3.高溫環境影響:高溫環境下,細晶組織和位錯結構可能發生回復,導致強化效果衰減。
激光沖擊強化+激光熔覆復合技術在飛機起落架修復中具有顯著優勢,適合高附加值、小批量產品修復。隨著技術的進一步發展和成本的降低,該技術有望在更多激光加工設備領域得到廣泛應用。
咨詢熱線(Tel): 0591-83855102
E-mail:uki@measopt.com
聯系人:翁女士(UKI)
地址:福建省福州市倉山區建新鎮西三環智能產業園A3棟